Kite blog
How Is A Cardboard Box Made?
From Tree to Truck…
It is well known that our packaging technologists love to talk about our products, but they are even happier to discuss the substrates that go into making boxes, tape, polythene and stretch film. Cardboard boxes are of course one of the core products of our business, and is a product typically associated with the packaging industry.

Of course, it’s easy to forget that the cardboard boxes you use on a regular basis were once humble trees, and we often get asked what the process is for turning trees in to corrugated cardboard. Well the wait is over! We've grilled our technologists to tell us exactly what the process is for cleaning the raw materials and processing them to make the cardboard boxes you buy every day for your business. Because why not? You can add these facts to the general knowledge part of your brain, reserved for pub quizzes and showing off.
First, the basics, a cardboard box is basically made up of a flute (made up of recycled paper), sandwiched between two liners. It is now very common for these liners to also be made up of a considerable proportion of recycled content, sourced from old cardboard or other sources of second hand paper. However for top quality boxes virgin Kraft is still used. In actual fact though, it doesn't really matter whether the paper is recycled or not, ultimately it always started out as virgin paper which is made from trees that have been pulped. Read on to find out more…
The Trees
When manufacturing boxes we talk about two different types of liners, this is the material that lies on top and beneath the fluting and creates a corrugated board. Typically, cardboard boxes have a test paper inner liner, and a Kraft paper outer. This is because Kraft is better quality than test, and has a smoother finish so that it can be easily printed on. Kraft also has the benefit of being more resistant to water penetration which is an added benefit of using it for the outer face.

To get this smooth finish Kraft paper needs to be made from softwood trees that typically have long fibres, such as Pine, Spruce and Fir trees. The majority of European paper is made using trees from sustainable forests owned by SCA (Svenska Cellulosa Aktiebolaget -English: Swedish Cellulose Company) who plant two trees for every one cut down. Long fibres are also better in tension which is why Kraft paper is often described as having a high tear and burst resistance.
The look of Kraft paper can differ depending on the type of tree it has come from for example Kraft from Scandinavian Spruce, Pine and Silver Birch is dark brown in colour, however Russian variants of the same tree type appear a more varied brown with dark patches. In Brazil, Eucalyptus and Spruce are used and the Kraft they produce is light brown, whereas Chinese trees have a yellowish hue due to the high straw content in their Kraft.
Test paper liners are typically made of hardwood trees that have short fibres, or recycled paper which is why it is cheaper and has a more abrasive quality. Hardwood includes Oak, Sycamore, Birch and Chestnut and again is sourced predominantly from sustainable SCA forests.
Kraft and Test paper is also used to create the fluted paper in between liners which finally create a strong board.
Pulping
To create the paper a long process is involved to ensure the wood chips that are pulped are clean and suitable for purpose. To start, the trees are cut and lumbered to create tonnes of logs which go through a machine to be debarked and chipped.

These chips are then put through one of two processes – mechanical pulping or chemical pulping. Mechanical pulping involves grinding, to reduce wood to individual cellulose fibres by forcing the debarked logs against a revolving stone to make a pulp. The stone is sprayed with water to remove fibres from the pulp stone however results in little removal of lignin (a non-fibrous constituent of wood) that binds fibres together and reduces paper quality, however mechanical pulping is low cost and generates a higher throughput.
Chemical pulping involves ‘cooking’ wood chips to reduce the raw material in to individual cellulose fibres. There are two types of chemical cooking, sulphite and sulphate, and both results in better separation and reduction of lignin to produce better quality paper. The more popular of the two processes is sulphate, which involves using alkaline solutions to digest wood and adding sodium sulphate to increase the strength of the pulp – this is the process where Kraft comes from as it is the Swedish word for ‘strength.’
Out of both of these processes the Kraft is either used there and then and as mentioned before is dark brown in colour, or bleached during the pulping process to produce a white Kraft.
Nowadays however most of the paper products produced for boxes in particular are made from recycled waste. These come in various forms including:
- Chip – Chip liners are manufactured from recycled fibre and are usually not sized and of a lower quality, they are restricted to centre liners in double wall board and inner liners.
- Semi-Chemical Flute – Manufactured from hardwood with the inclusion of up to 35% of waste and other paper fibre
- Waste Based Flute Mediums – 100% waste based materials, chemically reinforced with starch
Fluting
Fluted cardboard is the wavy piece of board sandwiched between the liners and gives a box its strength and protection from knocks and impact damage. To create the fluted effect rolls of paper are fed into a corrugated roller machine, this process has been around since the 18th century and was originally used to add ruffles to shirts and hats!

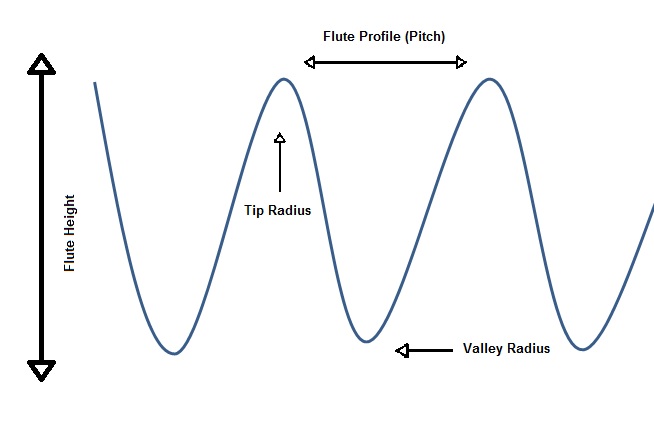
Fluting comes in various forms to create different thicknesses and strengths of corrugated board. You can use the diagram below to see how fluting is made up, and the varying measurements used to identify the type of fluting. The way that we typically identify the type of fluting in a board is by how many ‘tips’ appear in a 100mm length of the board. Traditional flutes are A Flute (12 tips), B Flute (16 tips), C Flute (14 tips), E Flute (30 tips) and N Flute (45 tips), notice how C Flute is in between A and B – that’s because C came after A and B…just to confuse things! The number of tips in 100mm also affects the thickness of the board, less tips mean a bigger wave which also means a thicker board so A is the thickest board (around 4.5mm) and N the thinness, making it ideal for direct litho printing and decorative packaging.
Most recently R Flute was introduced; this is an alternative to B flute board, with the performance the same but the thickness reduced to reduce supply chain costs and save space for users. R Flute is also referred to as M or S flute and includes benefits such as a 30% improvement in print quality, 30% more cases on a pallet and approximately 30% less CO2 gases emitted due to truck space savings.
Of course these flutes only describe single wall boxes – when you see a box that says ‘BC Flute’ or ‘AB Flute’ this is when a double wall carton has been specified, the first letter is the fluting of the top layer of board and the second letter is the bottom layer.
Production
Now that we have established the key elements that go into creating a corrugated carton all that needs to be done is to stick them all together! After the paper has gone through a corrugator, in which hot steam is sprayed on the paper to allow it to be pressed, another roller glues one side of the flute. The two liners are then adhered to the board by the machine; the cardboard is then cut each side with a circular saw to give the board straight sides. The corrugator machine then cuts the board as many as nine times, depending on the size of the box; this is determined by the FEFCO guide.
The FEFCO (European Federation of Corrugated Board Manufacturers) guide is the bible of corrugated cartons, and outlines every style you could imagine – with several categories including 01 categories for commercial rolls and sheets, 02 for slotted-type boxes using one piece of glued board, 03 for telescope style boxes consisting of more than one piece (usually a bottom and lid design), 04 for folder type boxes similar to book wrap mailers and 05, 06, 07, 08 and 09 which consist of more complicated styles.
The FEFCO guide is pretty much every box style you could possibly wish for; all that needs to be bespoke to you is the measurements and if extra flaps need adding – of course at Kite our packaging technologists are fully familiar with the guide and can pick out a few styles that they think will work effectively for you.
Once the boards have been cut the corrugator separates the boards in to layers and stacks them in to pack quantities ready to be fed in to the trimmer. The trimmer’s job is to precisely cut the more ‘fiddly’ aspects of the board design such as handles and flaps; it has sharp and rubber blades to allow for the lines that need to be scored not cut. An older process for this which is still used for smaller runs is by using a die-cutter where the design is laid out on a large ‘stamp’ and cut out of the board. A bending machine then folds the boxes along the scored lines, and glue or stitches are applied to the places which will come together to form the box. Glue is the most common adhesive to use for boxes, and is much more hygienic which is important for industries such as food, stitching can also be used as can staples but these are more costly options and mostly only used for heavy duty boxes that need a tougher adhesive. Once the adhesion has been applied another machine then folds the sections to secure them together and the flat boxes are piled up to be sent out to customers and distributors like us!
Finally, the offcuts of paper is recycled and used to produce more boxes and other paper products, many corrugators now produce boxes in the most eco-friendly way possible to ensure that their processes are carbon-neutral.
A simple product, a complex process...check out our latest infographic below that details all the elements a box has, and if you like it feel free to copy and paste the embed code to your own site!
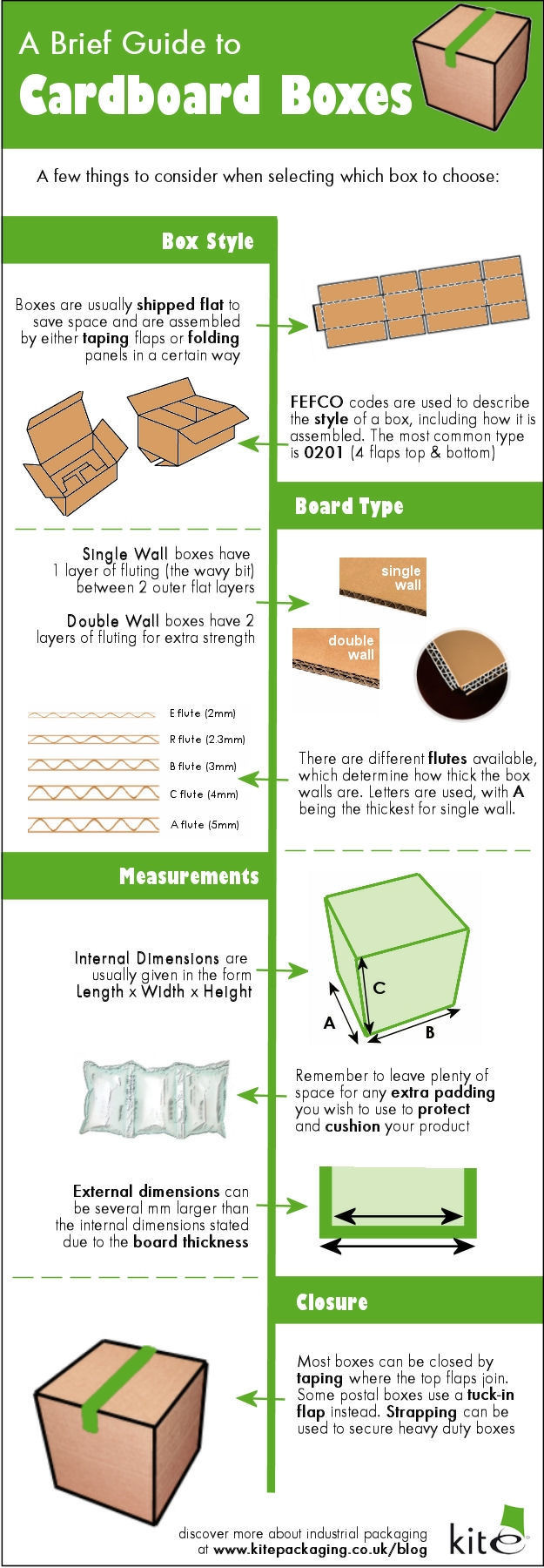
Share this Image On Your Site
